发布时间:2026-01-30 文章来源:鸿宇科技 浏览次数:356
在智能制造的大趋势下,“机床”不再只是加工零件的设备,更是工厂数字化体系中的核心数据节点。要想真正实现生产透明化、管理精细化,机床数据采集与设备联网是绕不开的基础工程。
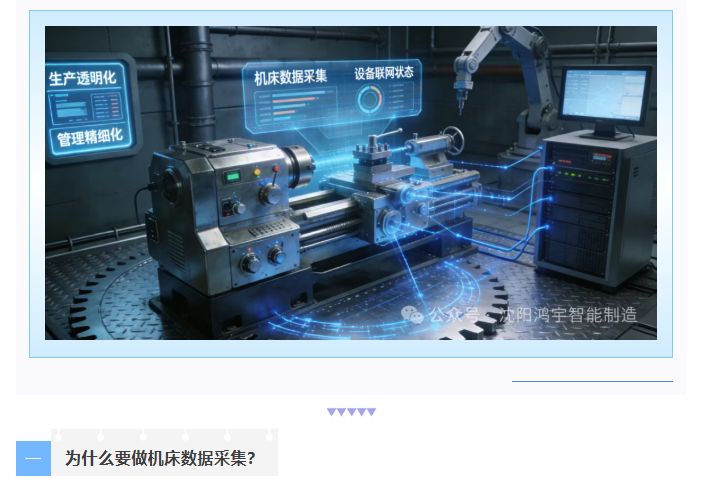
很多工厂的现状是:设备在转,数据在“睡”。机床实际运行状态、加工参数、故障信息都散落在现场,靠人工记录或经验判断,导致管理滞后、效率不高。
通过数据采集,可以实现:
·实时监控机床运行状态,减少“看不见的停机”
·自动记录加工参数,为工艺优化和质量追溯提供依据
·统计设备利用率、稼动率,为产能规划提供数据支撑
·为MES、QMS、数字孪生等系统提供真实、可靠的底层数据
一句话:没有机床数据,就没有真正的智能制造。

机床联网听起来简单,但真正落地时,往往会遇到不少“拦路虎”:
·协议不统一:FANUC、Siemens、三菱、华中、广数等系统各有协议,有的还不开放,导致“各说各话”。
·新旧设备混杂:新机床有网口、有接口,老机床可能只有串口甚至没有任何数字接口,难以直接联网。
·数据标准不统一:不同机床输出的数据格式、字段含义不一致,上MES时需要大量二次开发。
·现场网络环境复杂:车间粉尘、电磁干扰、布线困难,对网络稳定性要求极高。
这些问题,决定了机床联网不能“一刀切”,而要根据现场情况做整体规划。

根据工厂实际情况,一般有几种典型方案可以组合使用:
1. 基于数控系统原生接口的采集方案
·利用FANUC Focas、Siemens OPC UA、三菱 MC协议等,直接从数控系统读取数据。
·优点:数据准确、实时性好,无需额外传感器。
·缺点:协议差异大,多品牌混线时开发工作量大,部分老系统不支持。
2. 基于边缘网关的统一采集方案
·在车间部署工业网关,通过串口、网口、PLC等方式接入各类机床。
·网关负责协议解析、数据清洗、格式统一,再上传到MES/云平台。
·优点:兼容性强,一次部署可接入多品牌、多型号机床;支持断网缓存。
·缺点:需要一定的硬件投入和现场调试。
3. 基于传感器的补充采集方案
·对没有数字接口的老旧机床,通过加装电流、振动、温度、行程等传感器获取关键数据。
·优点:可覆盖几乎所有设备,尤其适合老设备改造。
·缺点:硬件成本较高,安装和维护工作量大,数据维度受限于传感器类型。
实际项目中,往往是“数控系统接口+边缘网关+必要的传感器”三者结合,才能兼顾覆盖度、实时性和成本。

数据采集只是手段,真正的价值在于应用:
·设备监控与OEE分析:实时查看每台机床的运行、空闲、报警状态,计算OEE,找出效率损失点。
·工艺参数追溯:自动记录主轴转速、进给量、切削时间等,与产品条码关联,实现全流程质量追溯。
·预测性维护:通过振动、温度、电流等数据,分析设备健康状态,提前发现异常,减少突发停机。
·生产调度优化:根据设备实时负荷和状态,动态调整工单分配,提高整体产能。
·数字化车间可视化:通过大屏展示整个车间的设备状态、产量进度、质量指标,让管理“看得见、说得清、管得住”。

如果你所在的工厂正准备启动相关项目,可以参考以下几点:
1.先调研,再规划:摸清每台机床的品牌、型号、接口情况,明确要采集的数据点和业务目标。
2.统一数据标准:提前定义数据格式、字段含义和接口规范,避免后期系统对接困难。
3.优先试点,再推广:选择一条生产线或一个车间做试点,验证方案可行性后再复制到全厂。
4.重视网络与安全:车间网络要独立规划,做好隔离和防护,避免影响生产和造成数据泄露。
5.与业务系统深度联动:确保采集的数据能真正用于MES、QMS、ERP等系统,形成闭环,而不是只停留在“看大屏”。

机床数据采集和设备联网,是制造业从“经验管理”走向“数据驱动”的必经之路。只有把每一台机床都接入数字系统,让数据流动起来,工厂才能真正实现透明化、智能化生产。
如果你愿意,可以告诉我你所在行业和工厂规模,我可以帮你定制一份更贴合场景的机床联网与数据采集实施思路。


 返回列表
返回列表